ͨ��䓸�������������:�Љ����͉��i�����ɷN����������ʹ�ø߉���艺���C���Cе���Ԅӌ��M�U�M���ھ������еı���ϣ�ͨ�^ �����늺����ʺ�Һ�������M�U�������䓃ȣ��Ķ����Եõ����c�Թ̣������Ժ͏��ȘO�ߵĸ�Ʒ�|䓸�塣���䓸��M�Uͨ�����ñ�䓣����ڱ�����_�ۣ�Ȼ�M�U������Ќ���̶����Y���D������ʾ��
���췽ʽ
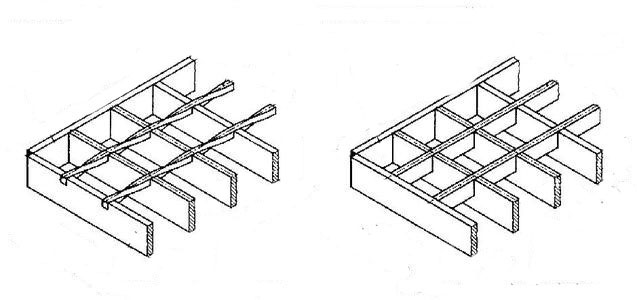
����䓸�����ں��c�o��������������������\�Ӿ������õĸ����������Ķ˲��Ű�ͳ��ؖŰ�֮�g��T �ͽ��^�Ԛ��w���o���B�ӣ��@�N��Ű��ɱ������v����d��ŗl��䓗U������M���B�Ӽ����a�ĸ�Ű塣䓗U�������x�ÈA䓡���䓡�Ť�D�A䓵ȡ��c���䓸�Ű�����^������䓸���ں��dҪ���Ǻܸߵ���r�£����������^�p����ȸߵă��ݡ�
���䓸�Ű�Ҳ�ǏS�ҵĻ��A�ԮaƷ�� �@�N��Ű�Ľ������ŗlһ����ͬһҎ��ı�䓗l�����B�Ӹ�ŗl�ĸ߶ȡ�������С�ڳ��d��ŗl����aƷ�^�e��Ҫ�ǙM��Ϳv��ĸ�ŗl���g�࣬��ϵ��ŗl�Č��Ⱥ߶ȵ�׃�����M��ŗlǶ����ؖŰ�Ȼ���É������C�M�и����c�ĺ��ӡ��������c��һ�N��Ű�Y�����ƣ����M��ŗl���l�� �����ϵ������Ť�g��� �� ���������б�ǰһ�N��Ű���ߵij��d���������ڙM��Ϳv��ĸ�ŗl��ͬ�Г����d����������І�λ�������d���ߵă��c��������߀�߂��������a����r��������ʽ���R��һ�ȃ��c��
�����䓸��Ę���������ؓ�d��䓺͙M�U�Ĺ̶�������ͬ����ͬ�����ڙM�U�ߴ缰�̶������IJ�ͬ��䓸��Ľ��������������D�돽������ֿ���,����T�Ծز�ͬ�����d�����ͷ����Զ���ͬ���ڳ���ͬ�Ⱥ��d�²��䓸��������^С���aƷ�^���ܺĵͣ�����䓸��ÿ��늺���100kwh���ң����䓸��늺ľ͵Ͷ��ˡ�
��ȱ�c
����䓸�����������������Σ����aЧ�ʘO�ߡ� ����䓸��ęM�U���ú��m���黨䓣����d��䓸�����Ҫ�x���@�Ӿ�����L�ȵĜp����䓸������أ�����Ҫ���ǜp����䓸������������ͳɱ���䓸���ױ��^�������ײ�����߅�����������и�ĺ��E������䓸�岻��֮̎�����É���䓸��rһ��Ҫע��䓸��ı�䓷������d������ֻ�г��d��䓳��ء�����䓸�庸�ӵĕr��Ҫ���]���d��䓵��ԃ�����Ҳ���DZ�䓵ķ��C�����ں��ӡ���������e�ˣ����Ӻ�����\ݔ��䓸���܃������þ͕�׃�Σ�����Ӱ�䓸������ͳߴ磬�е������o�����b�������䓸��һ��M�UҲ���ñ�䓣��Ǻͳ��d��䓌��庸�Ӷ��ɵģ������ډ���䓸��׃�εĆ��}��
���䓸����һЩ�C���O���ϲ����^�࣬�����������ι̣�����iʹ�����յ���������r�£���o�oҧ�ϣ��϶Ⱥ�С�����ߵ�����������ƽ���ϣ��������m������֮̎���ǙM�U�c��䓕����ڿ�϶�����Ҳ�����ÿ�����|�c���M�к��ӣ���˺��Ӳ��ι̣������������͡����a�ɱ��^�ߣ����B����\̎�����\���ܸߣ����ֱ�ӿp϶�^�࣬���ԟ���\�M��Ҳ�Ǻܸ� �ġ�
�oՓ����һ���䓸�壬��֮���Գ��F�����ڡ��lչ���������������Č����ԣ�����������Ľ����ԡ������ò�������Ʒ�N������̭�����ö��ֽ����ĮaƷ�ض�����������