䓸������һ���g��ı�䓺͙M�U�M(j��n)���������У���������ƽ��ʸ�Š��һ�N��F��Ʒ����䓸�������^(gu��)���У���䓺͙M�U֮�gͨ��������艺���ķ�ʽ��ɺ��Ӳ�����ͨ�^(gu��)Һ����躸�Ԅ�(d��ng)�����C(j��)��(qi��ng)���늺����ʺ͉������M�U�������䓃�(n��i)���Ķ��õ�䓸���Ʒ���ډ����^(gu��)���У�������������ӕr(sh��)�g��늘O�����ȹ�ˇ����(sh��)��(du��)䓸�庸���|(zh��)���� �ܴ�Ӱ푡��������Ĺ�ˇ����(sh��)�O(sh��)����(hu��)��(d��o)��䓸�剺���^(gu��)�����γ�һ����ȱ�ݣ���Ҫ�ЙM�U���ܱ���ȫ�����䓃�(n��i)��Ӱ푺��ӵ��ι̶̳Ⱥ�䓸������ƽ���ȣ�䓸�庸��׃���^ ��(hu��)���Ӻ���C��׃�Εr(sh��)�g�Ȇ�(w��n)�}��Ŀǰ�ĺ����ھ��z�y(c��)���g(sh��)��Ҫᘌ�(du��)�����Ѽy����� ���p����ȱ�ݵȣ�δҊ(ji��n)��(du��)䓸�剺���^(gu��)�����γɵĹ�������ƽ���Ⱥ�׃�Ά�(w��n)�}�M(j��n)�Йz�y(c��)�� ��˽�Bһ�N���ڼ���݆����������䓸�剺���|(zh��)���ھ��z�y(c��)ϵ�y(t��ng)��
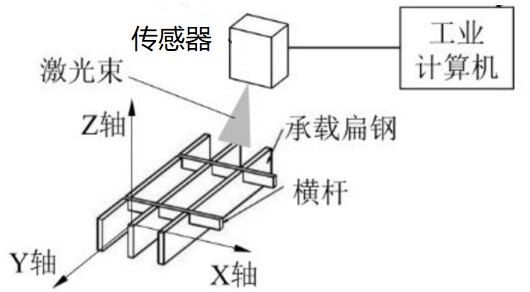
䓸�剺���|(zh��)���ھ��z�y(c��)ϵ�y(t��ng)���������I(y��)Ӌ(j��)��C(j��)������݆���������ͻ���LabVIEW�_(k��i)�l(f��)���ھ��z�y(c��)ܛ��������݆���������c���I(y��)Ӌ(j��)��C(j��)�B�ӣ����ڲɼ�䓸�剺��λ�õ�݆����(sh��)��(j��)�����ɼ����Ĕ�(sh��)��(j��)��ݔ�����I(y��)Ӌ(j��)��C(j��)�����I(y��)Ӌ(j��)��C(j��)���ռ���݆���������ɼ���݆����(sh��)��(j��)�� ���b�ڹ��I(y��)Ӌ(j��)��C(j��)�ϵĻ���LabVIEW�_(k��i)�l(f��)���ھ��z�y(c��)ܛ����(du��)���յ���݆����(sh��)��(j��)�M(j��n)��̎���c�Y(ji��)���@ʾ��
����݆������������ǧ�W(w��ng)��GigE)�ӿڣ�ʹ����̫�W(w��ng)���|��CAT-6)�B����Ӌ(j��)��C(j��)��������GigEVision��(bi��o)��(zh��n)�M(j��n)�Д�(sh��)��(j��)���ق�ݔ������LabVIEW�_(k��i)�l(f��)���ھ��z�y(c��)ܛ���輯��֧��GigEVision��(bi��o)��(zh��n)��IMAQdxģ�K��VisionAcquisitionģ�K���ھ��z�y(c��)ܛ���\(y��n)��ǰ��ʹ��NIMAXܛ���_�J(r��n)����݆���������ɱ�LabVIEWܛ���R(sh��)�e���Ҕ�(sh��)��(j��)ͨ�����_��
䓸�������|(zh��)���ھ��z�y(c��)������ͨ�^(gu��)䓸�剺���|(zh��)���ھ��z�y(c��)ϵ�y(t��ng)�M(j��n)��䓸�����ƽ���Ⱥ�׃�������ھ��y(c��)�������w���E���£�
S1������݆��������ͨ�^(gu��)�̶��b�ð��b��䓸����d��䓵����Ϸ���
S2���M(j��n)�м���݆���������Ę�(bi��o)�����_����(sh��)��(j��)��(zh��n)�_���ɿ���
S3���_(k��i)ʼ?j��)����ӹ�������݆���������ɼ�������ı���c�M�U��݆����(sh��)��(j��)��������(sh��)��(j��)��ݔ�����I(y��)Ӌ(j��)��C(j��)��
S4������LabVIEW�_(k��i)�l(f��)���ھ��z�y(c��)ܛ����(du��)���յ��ĉ����c(di��n)݆̎����(sh��)��(j��)�M(j��n)��̎�����ó�䓸�����ƽ���Ⱥ�׃������Ϣ���@ʾ��
S5���؏�(f��)S3��S4,ֱ��ֹͣ���ӡ�
ͨ�^(gu��)��(du��)䓸���ډ����^(gu��)�����γɵĹ�������ƽ���Ⱥ�׃�Ά�(w��n)�}�M(j��n)���ھ��z�y(c��)���ɜ�(zh��n)�_�l(f��)�F(xi��n)���|(zh��)��ȱ�ݵ�䓸��a(ch��n)Ʒ�� ���܉_�y(c��)����䓸��ı���ƽ���Ⱥ�׃�������鉺����ˇ����(sh��)�ă�(y��u)���ṩ�ɿ�������(j��)���Ķ��@�����䓸�剺���|(zh��)����