䓸�����ñ�䓰���һ�����g��͙M�U�M(j��n)�н������У�ͨ�^�����C�����˹����亸�ӳ����g���з��θ��ӵ�һ�N��F��Ʒ��䓸����Ҫ�Á���ˮ���w�壬䓽Y(ji��)��(g��u)ƽ�_�壬��ݵ�̤����ȡ�
䓸�����������ЙC���������ֹ������ɷN���ֹ��������ӵ�䓸�����a(ch��n)��ˇ���^�`��a(ch��n)Ʒ���ӻ��������Ͽ������a(ch��n)ȫϵ��䓸�壬���������Ѓ�(y��u)�ݣ�������ȫ���˹��ֹ����ӣ������Ӳ��ι̡�©�����ٺ����a(ch��n)���ٺ���©�����͏��ȡ����ң��ֹ�������Ч���^�ͣ��S���Cе����I(y��)�����Ԅӻ��ذl(f��)չ�����y(t��ng)���ֹ�����䓸������a(ch��n)��ʽ������̭���C������ʹ�ø߉���艺���C���Cе���Ԅӌ��M�U�M���ھ������еı���ϣ�ͨ�^�����늺����ʺ�Һ�������M�U�������䓃�(n��i)���Ķ����Եõ����c�Թ̣���(w��n)���Ժ͏��ȘO�ߵĸ�Ʒ�|(zh��)䓸�塣�Cе���躸�O(sh��)�������䓸��ԭ��ʽ��䓺͙M�U������һ����L�ϣ�߀����Ҫ��(j��ng)�^�����Լ���߅�����γ�䓸���Ʒ��

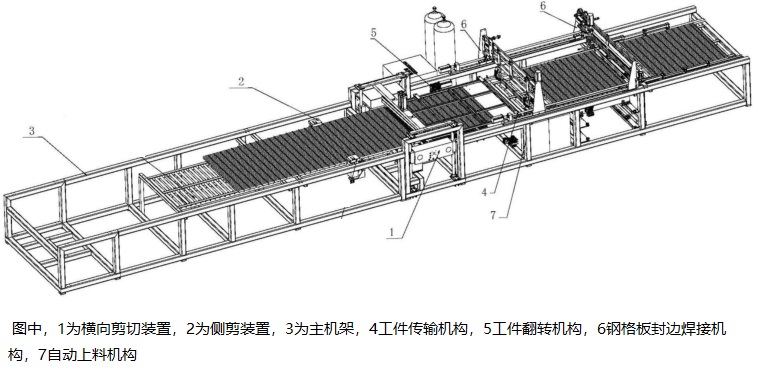
����һ�w����䓸�����a(ch��n)ϵ�y(t��ng)������䓸����ЙC��(g��u)��䓸�����a(ch��n)������䓸���Ԅӻ����a(ch��n)�������܉��c�F(xi��n)�еęCе���躸�O(sh��)����Y(ji��)�ϣ��γ��Ԅӻ��̶ȸߵ�䓸��������ˮ�����a��C��(g��u)����Ʒ�M(j��n)���\ݔ�������˹��\ݔ����Ч���̈́ڄӳɱ���������a(ch��n)Ч�ʡ�
����һ�w����䓸�����a(ch��n)ϵ�y(t��ng)���������C�ܣ����C�������ΰ��b��䓸����ЙC��(g��u)���������D(zhu��n)�C��(g��u)��������ݔ�C��(g��u)���������C���������O(sh��)�Â�(c��)���b�á��M������b�ã�������ݔ�C��(g��u)�ϰ��b䓸���߅���әC��(g��u)��������ݔ�C��(g��u)���O(sh��)������������ݔ�C��(g��u)ݔ�ͷ�߅��䓵��Ԅ����ϙC��(g��u)��
䓸���Ԅӻ����a(ch��n)�������������²��E��
���E1�����У�ԭ��ͨ�^֧�ΝLͲ�M(j��n)�뵽��(c��)���b�ã��ɂ�(c��)���b�Ì�ԭ���M(j��n)�Ђ�(c��)����ȥ��ԭ�剺�躸�M�U���������Ķ��ಿ�֣��M(j��n)�o늙Cͨ�^����֧�ΝLͲ����ԭ���M(j��n)���L�ȣ���(c��)����ɺ��ԭ���M(j��n)�뵽�M������b�ã��əM������b�Ì�ԭ���M(j��n)�ЙM����У��@���L�Ȟ�L��䓸���A(y��)���Ӽ���
���E2�����D(zhu��n)��䓸���A(y��)���Ӽ�ͨ�^֧�ΝLͲ�M(j��n)�뵽���D(zhu��n)�C��(g��u)�����o����Ƅ��а�͊A�o�܌������A�o�����D(zhu��n)늙C�͜p������ݔ����ʹ���D(zhu��n)�S180�����D(zhu��n)���Ķ����ӱ��а�͊A�o�܊A�o�Ĺ���ͬ�����D(zhu��n)��
���E3�������A(y��)��λ�����E2���D(zhu��n)���䓸���A(y��)���Ӽ����D(zhu��n)������ɶ˷քe�[�ŷ�߅��䓣�
���E4�����ӣ�����Ϻõķ�߅��䓺�䓸���A(y��)���Ӽ��M(j��n)���c�����@��䓸���Ʒ��
��(j��ng)���з��D(zhu��n)���䓸���A(y��)���Ӽ����D(zhu��n)180�㵽λ�Ӿo������_��ݔ�b�õĒ��^�^ס����(j��ng)��ݔ�b��Y���(q��)��늙C����Y���Ƅӽz���D(zhu��n)�ӣ����ӂ�ݔ�C��(g��u)�^ס����Ó�x���D(zhu��n)�C��(g��u)ʹ�������_(d��)����λ�ã���ݔ�C��(g��u)��λ�ƚ�������ϽM��������ʹ��ݔ�b��Ó�x������֧�ΰ��ڂ�ݔ�C��(g��u)���(q��)���º�ץ�ϽM�����ӣ�ͨ�^���ϴ��F�@ȡ�Ԅ����ϙC��(g��u)��ץ�ϽM���ϴ��F�����ķ�߅��䓣�
�����Ԅ����ϽM��ץȡ��߅��䓵IJ��E�飬����ץ��늴��Fͨ늵ô���ס䓰壬ͨ�^ͬ����ݔ�C��(g��u)�(q��)����������(f��)�\�ӣ������ϺЃ�(n��i)��䓰������\��һ����λ�����ϺЃ�(n��i)ÿһ�K䓰屻����֮�����ωK�Ƅ���һ��䓰嵽�����c���Դ�ѭ�h(hu��n)����Ƀ��ϺЃ�(n��i)��䓰�����ϣ�֧�ΰ��\�ӵ����ӹ���λ��ʹ�@ȡ�ķ�߅��䓺�ݔ�͵�䓸���A(y��)���Ӽ��ļ��ж�������ϵ��_(d��)������Ҫ���λ�þ��ȣ�
���У����������Б�(y��ng)����y�����������Ђ����������������Б�(y��ng)������(j��)���������Б�(y��ng)���c���d��䓵ľ��x���@�Ùz�y�c�����(j��)���������Б�(y��ng)���������̖�@�Ùz�y�c��Ӌ����z�y�c��ֱ������(bi��o)�����c�@�ú��������c����(bi��o)��������X������b�ú�Y��늙C���(q��)���·քe����(y��ng)�ҵ����������c�M(j��n)�к��ӡ�
��(j��ng)�^�����躸������䓸��ԭ�壬���ü��ЙC��(g��u)�г�����ߴ磬��(j��ng)�^������O(sh��)Ӌ�����F(xi��n)�Ԅӻ��ط�߅��䓺��и���䓸��ԭ��[�ź̶�����߅���ӕr�����øБ�(y��ng)�����c�ķ�ʽ****�ҵ������c�������|(zh��)���ߣ��������F(xi��n)©����ƫ���Ć��}�������^�̿���늿�ϵ�y(t��ng)���ƣ����F(xi��n)�Ԅӻ������a(ch��n)�����a(ch��n)Ч�ʸߣ��|(zh��)���ã��p��������Ͷ�룻�����܉��cԭ�еęCе���躸�Y(ji��)�ϣ�ᘌ����������a(ch��n)���ďS�ң��܉�ֱ�ӽ��b�����a(ch��n)�����o����b���l���a(ch��n)����Ͷ�Y�͡�